




Usually we often mention three axes, 3+2 axes, five axes and other processing solutions, what is the difference between them?
Three axis machining method:
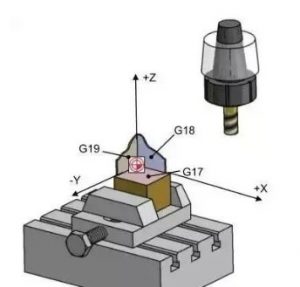
The three-axis machining is carried out by the linear feed axes X, Y and Z. Machining characteristics: The direction of the cutting tool remains unchanged during movement along the entire cutting path. The cutting state of the tip cannot be perfect in real time.
3+2 processing methods:
The two rotating axes first fix the cutting tool in an inclined position, and then the feed axes X, Y, and Z are processed. This machine tool is also called positioning five-axis machine tool. A rotating working plane in a space can be defined by 3+2 axis machine machining, such as a rotary head or a rotary table. On this working plane, 2D or 3D machining operations can be programmed.
Processing characteristics: The rotating shaft is always rotated to the position of the machining plane perpendicular to the tool axis for processing, and the processing plane is kept fixed during processing.
5 axis machining method:
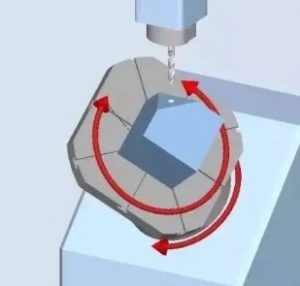
Five-axis CNC machining by the feed axis X, Y, Z and around X, Y, Z rotation axis A, B, C in any of the linear interpolation motion.

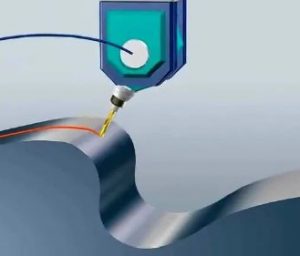
Machining features: The direction of the tool can be optimized during the movement along the entire path, while the linear movement of the tool is carried out. In this way, the optimal cutting condition is maintained along the entire path
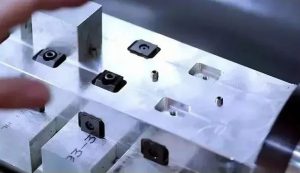
How to show the advantages of the five-axis machine, here is an example of processing 28 parts at the same time. Through the design of the turntable and the fixture, and in the five-axis machining program, the three machining surfaces of the part are combined into one machining program to achieve the purpose of reducing the cycle time.
The turntable can expand the original processing space through accurate positioning. The carefully designed fixture can not only improve the efficiency of processing, but also reduce the idle of the machine, and the operator can also draw out from it.

For example, the first three sides of the parts such as the image below, if use the clamp of the vice, each part will need 264 seconds (the time is not a).

By designing a more compact fixture and making full use of the processing space provided by the turntable, the opportunity to process 28 parts at once is available.

In the production of the fixture, an aluminum alloy with a size of 114*114*550mm is selected as the matrix, the positioning pin is selected as the positioning, and the compression fixture occupying less processing space is selected for faster clamping.
Then milling the four faces of the matrix, machining a positioning pin hole for each part, 2 slots for avoiding the locking fixture, and 2 thread holes for locking, this is all the production steps.

The whole set of fixture consists of 28 positioning pins, 56 positioning locking blocks (reusable), 56 screws and wrenches. Such fixture design can shorten the original processing time of 264 seconds to 202 seconds (regardless of clamping time). This means that the processing time has been reduced by 23.5%.
Not only that, because the processing program has combined the three processing surfaces of the parts in one processing program, so that the cycle time of a single program has become 95 minutes, during which the machine has been maintained processing, without waiting for the operator’s frequent clamping, which will greatly reduce the labor intensity of the operator.





您好!Please login