Accurate and reliable Ultra-high precision
High standard and high quality
Efficient and safe
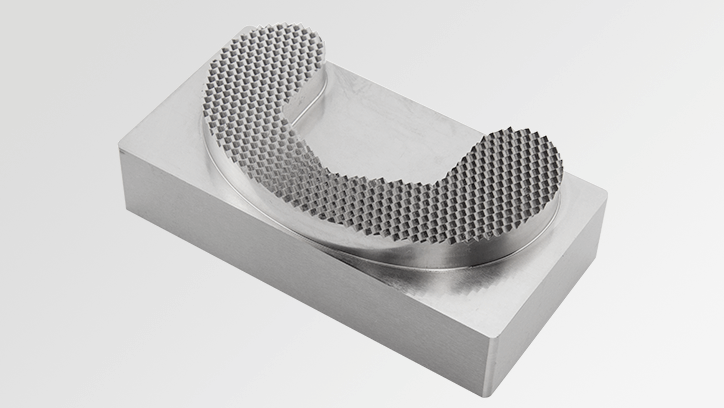
Gyroscope roller hub
High precision 5-axis machining
Suitable for all walks of life
Beijing Jingdiao five-axis linkage CNC machining center
Suitable for impeller, blade, aviation military, electronics, medical, optical parts, micron electrodes, precision mold parts, etc., can stably achieve 2~5μm precision machining.

Obtained the ISO 9001 quality management certificate, our company has established a complete quality management system in all aspects of management, practical work, supplier relations,product quality, market risk control, after-sales service, etc., to escort your quality quotation.
learn more
The production team has more than 40 people, each technical master has at least 5 years of work experience, strong technical strength, according to the different needs of different industries to provide professional technical support and product production services.
Our service tenet is "professional production, reasonable price, no worries after sale".








What are the advantages of five-axis linkage processing […]

Shenzhen five-axis linkage processing/five-axis linkage […]



The five-axis linkage machining center is mostly A R […]

(1) Improve the cutting state and cutting conditions As […]